

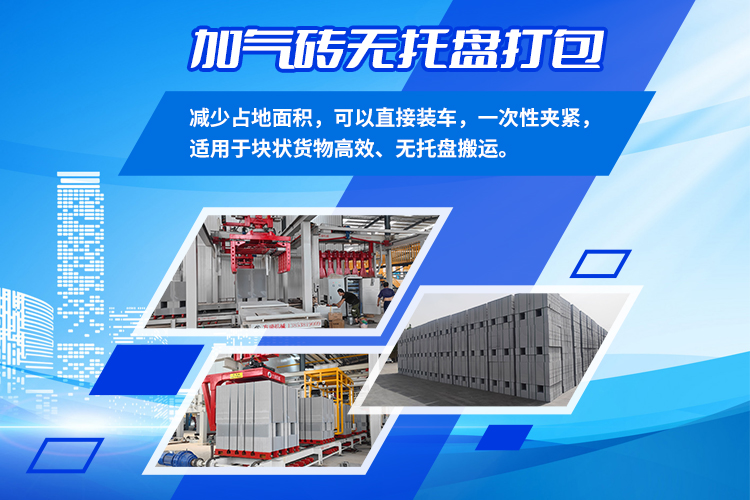


加氣塊打包線可將加氣混凝土砌塊制成品用心包裝,整個過程不用工作人員參加,大大的節省了人力成本,提升了生產效率,進一步提高了加氣混凝土砌塊生產流水線的自動化技術水平,為投資人節省了很多的項目投資成本費。加氣塊打包線可考慮顧客的要求,另外融入她們的生產效率和費用預算。“十分高”的加氣塊打包線每日分兩班制可做到每日60一輛車的裝車速率!以便做到這一速率,加氣塊打包線由兩根準備線送料,并配置了4個堆疊夾,用以捏住磚層并將其持續堆疊。






總體來說,加氣塊機器設備制成品強化的方法關鍵有勻稱強化、損壞強化和加溫強化。主要內容以下:1、勻稱強化。一般拌和機中充分利用作用力、裁切、熱對流實際效果能是加氣塊混和料做到外部經濟上的勻稱性,但仍是不可以應用微小顆粒物與拌和水勻稱混和。為進一步發展拌和品質,還務必開展勻稱強化。2、粉碎強化。在拌和全過程中,將混凝土顆粒物進一步損壞,使其比表面積擴大,新損壞的表面具備較高的表面活化能,這就使混凝土水反響加劇,使塊的抗壓強度進一步發展。3、加溫強化。有效發展拌和的料溫,可以清除熱維護保養全過程中提溫期對塊合理布局產生的損壞實際效果,侵蝕作用還加速混凝土凝固,使塊的初期抗壓強度獲得發展,減少維護保養周期時間。歷經試驗發覺大概以下的標準:煤灰加氣塊如用開水拌和,就能加速凝固反響,自然,溫度務必操縱適當,溫度過高,便會匯集過快,產不起泡,體積密度過大的缺陷,故在礦渣微粉灰加氣塊中,常以把握料將溫度的凸凹來操縱有機化學反響的速率。

當送進的礦石量過少時,當在封閉式控制回路中研磨礦石時,倒砂的量非常大,超出了一切正常的根據能力,而且會出現“不光滑”現象。反過來,會產生過多擠壓成型的現象。紙槳濃度也是有危害。假如漿體的濃度太高,則研磨機中的流速會充足,而且研磨時間會較長,而且會被過多破碎。假如料漿太稀,流速將提升,研磨時間將減少,而且會出現不光滑現象。一般來說,精磨的濃度在75%-85%中間,而精拋的濃度在65%-75%中間。 
掃一掃手機網站



 在線客服
在線客服 13853819009
13853819009 tafangsheng@163.com
tafangsheng@163.com